
LANCable (Yerel Alan Ağı Kablosu) Kavramı ve Sınıflandırılması
1. İşlevsel Konumlandırma
LANCable, Yerel Alan Ağı (LAN) içerisinde veri iletimi için kullanılan ve nispeten kısa mesafelerde yüksek hızlı, güvenilir Ethernet iletişimine olanak tanıyan özel bir kablodur.
2. Teknik Standartlar
Yaygın LANCable standartları sırasıyla 100 Mb/sn, 1 Gb/sn, 10 Gb/sn, 40 Gb/sn ve hatta 100 Gb/sn iletim hızlarına karşılık gelen CAT5e, CAT6, CAT6A, CAT7 ve CAT8'i içerir.
3. Yapısal Kompozisyon
Tipik bir yapı, HDPE, PVC ve LSZH (Düşük Duman Halojensiz) gibi yalıtım katmanlarıyla kaplanmış 4 veya 8 çift bükülmüş bakır iletkenden oluşur ve parazit bağışıklığını artırmak için koruyucu katmanlarla (FTP, STP) daha da güçlendirilebilir.
4. Uygulama Senaryoları
Yüksek kaliteli LANCable, veri merkezleri, kurumsal parklar, akıllı üretim atölyeleri ve 5G LAN özel ağları gibi yüksek bant genişliği ve gecikme gereksinimleri olan uygulamalarda vazgeçilmezdir.
Bir işletmede yer alan ana süreçler nelerdir? LAN Kablo Üretim Hattı ?
| Süreç | Tuş İşlemi | Tipik Ekipman | Açıklamalar |
| İletken Çekme ve Tavlama | Bakır çubukları 0,2-0,5 mm'lik ince tellere çekin ve ardından iç gerilimi azaltmak için tavlayın | Tel çekme makinesi, tavlama fırını | İletken esnekliğini ve iletkenliğini sağlar |
| Büküm ve Koruma | Birden fazla ince kabloyu birlikte bükün ve alüminyum folyo veya örgülü bakır koruma ekleyin | Büküm makinesi, koruyucu makine | Sinyal bütünlüğünü ve EMI direncini etkiler |
| Yalıtım Ekstrüzyonu | Yalıtım katmanını oluşturmak için ısıyla ekstrüde edilmiş PVC, PE veya düşük dumanlı halojen içermeyen malzeme | Ekstruder, soğutma tankı | Yalıtım kalınlığı ve tekdüzelik voltaj değerini belirler |
| Kablolama / Co - ekstrüzyon | Tam kablo yapısını oluşturmak için çok telli iletkenleri ikinci bir ekstrüzyon veya örgü adımıyla yalıtımla birleştirin | Örgü makinesi, ortak ekstruder | Yaygın "yarı askıya alma" veya "üç katmanlı birlikte ekstrüzyon" işlemleri |
| Kılıf Ekstrüzyonu ve Şekillendirme | PVC, FEP vb. kullanarak dış kılıfı çıkarın, ardından gerginliği ve çapı kontrol edin | Kılıf ekstrüderi, gerilim kontrol cihazı | Ceket malzemesi mekanik sağlamlığı ve hava koşullarına dayanıklılığı belirler |
| Sabit - Boy Kesme, Sarma ve Markalama | Kabloları standart uzunluklarda (1m, 5m, 10m) kesin, sarın, etiketleri yapıştırın ve paketleyin | Kesme makinesi, sarma makinesi, mürekkep püskürtmeli kodlayıcı | Lojistiği ve sahada hızlı dağıtımı kolaylaştırır |
LANCable Üretim Hattı Temel Süreçleri:
1. İletken Çizimi ve Büküm
Çekme (Pay-off): Bakır çubukların 0,5 mm – 3 mm çapında ince tellere çekilmesi, iletkenin direncinin ve mekanik mukavemetinin standartlara uygun olması sağlanır.
Büküm: Tekli veya çoklu iletken çekirdekler oluşturmak için birden fazla ince telin önceden belirlenmiş bir büküm oranında bükülmesi, esnekliğin ve çekme mukavemetinin arttırılması.
2. Yalıtım Ekstrüzyonu (50 35 Ekstruder)
HDPE/PE/PVC hammaddeleri kullanılarak, yalıtım katmanı ekstrüzyonu ve renk enjeksiyonu, düzgün bir yalıtım kılıfı oluşturmak için 50 mm'lik bir ana ekstrüderde ve 35 mm'lik bir yardımcı ekstrüderde gerçekleştirilir.
3. Çift Büküm ve Geri Büküm
500 Pair-Twist makinesi, önceden bükülmüş iki iletkeni bir bükümlü çift oluşturmak üzere birlikte büker; Daha sonra 500 Back-Twist makinesi, kompakt bir yapı ve yüksek sinyal bütünlüğü sağlamak için her bir çifti geriye doğru büküyor.
4. Tandem Ekstruder
Birden fazla bükülmüş tel çifti tandem ekstrüdere beslenir, burada dış kılıf ekstrüde edilir ve tüm düzenek aynı ekstrüdere sarılarak verimli tek adımlı üretim elde edilir.
5. Kaplama
Elektromanyetik uyumluluğu ve güvenliği artırmak için gerektiğinde metal bir kılıf (zırh), koruyucu katman (alüminyum folyo/örgülü ağ) veya halojen içermeyen alev geciktirici dış kılıf eklenmesi.
6. Sabit uzunlukta kesme ve paketleme
Sürekli olarak üretilen kablolar, yüksek hızlı bir kesme makinesi kullanılarak sabit uzunluklarda (örn. 1m, 5m) kesildikten sonra otomatik olarak paketlenir (karton kutular, plastik torbalar) ve etiketlenerek sevkiyat hazırlığı tamamlanır.
LAN Kablo Üretim Hattının temel teknik parametreleri genel üretim kapasitesini nasıl etkiler?

Temel Teknik Parametreler ve Bunların Genel Kapasite Üzerindeki Etkileri
1. Hat Hızı
Hat hızı, birim zaman başına çıktıyı belirleyen temel göstergedir. Modern LAN Kablo Üretim Hatları, tasarım hızlarını geleneksel 600-800 m/dak'dan 1200 m/dak'ya, hatta 2500 m/dak'ya çıkarmıştır. Aynı ekipman konfigürasyonu ile hat hızındaki her 100 m/dk artış, yıllık kapasiteyi yaklaşık %8-%10 oranında artırabilmektedir. Ancak aşırı yüksek hat hızları, ekstrüzyon ve büküm işlemlerinin stabilitesi üzerinde daha yüksek talepler doğurur ve daha hassas gerilim kontrolü ve sıcaklık düzenleme sistemleri gerektirir; aksi takdirde tel çapında sapma ve eşit olmayan yalıtım katmanları gibi kalite sorunları ortaya çıkabilir.
2. Ekipman Gücü ve Enerji Tüketimi
Tüm üretim hattının toplam gücü yaklaşık 60 kW'tır. Güç dağıtımı, her işlemin işlem verimliliğini ve enerji maliyetlerini doğrudan etkiler. Yeterli güce sahip bir ekstruder, yüksek hat hızlarında eriyik homojenliğini koruyarak sıcaklık dalgalanmalarının neden olduğu malzeme israfını azaltabilir; yetersiz güç ise eriyik viskozitesinin artmasına, ekstrüzyonun zayıf olmasına ve dolayısıyla kapasite artışlarının sınırlanmasına yol açacaktır.
3. Temel Proseslerin Otomasyon Düzeyi İletken çekme, izolasyon ekstrüzyonu, bükme, kılıf ekstrüzyonundan sabit uzunlukta paketlemeye kadar tam proses otomasyon kontrolünün sağlanması, üretim kapasitesinin arttırılmasının anahtarıdır. Daha yüksek otomasyon seviyeleri, manuel müdahale süresini azaltarak ekipman kullanım oranlarının %90'ı aşmasına olanak tanır. Aynı zamanda otomasyon, gerçek zamanlı kalite izleme olanağı sağlar, yeniden işleme oranlarını azaltır ve etkili üretim kapasitesini daha da artırır.
4. Üretim Kapasitesi ve Yıllık Üretim Hedefi Zhangjiagang Dachen Machinery Manufacturing Co., Ltd.'nin nominal kapasitesi örnek alındığında, yıllık 100.000 kutuluk (yaklaşık 1,2 km/kutu) üretim, 1200 m/dakika hat hızında yılda yaklaşık 2500 saatlik çalışmayla tamamlanabilmektedir. Hattın dengelenmesi ve iş istasyonlarının eklenmesi, tek ünite kapasitesinin 1350 m/saat'e çıkarılmasıyla yıllık 3000 km/saat üretim hedefine ulaşılabilir. Bu nedenle teknik parametrelerin (hat hızı, güç, otomasyon ve iş istasyonu konfigürasyonu) kapsamlı optimizasyonu, genel üretim kapasitesinin üst sınırını belirler.
LAN Kablo Üretim Hattında kablo performansını sağlamak için hangi test ekipmanına ihtiyaç vardır?
| Test Öğesi | Tipik Enstrüman | Fonksiyonun Öne Çıkan Noktaları |
| Gerilim Dayanımı ve Yalıtım Direnci | Yüksek gerilim dayanım test cihazı, yalıtım direnci ölçer | 2‑3× nominal gerilimde kablo arızasını kontrol eder; IEC60502 standartlarına uygundur |
| İletken / Dış Çap Ölçümü | Çevrimiçi lazer mikrometre, optik mikroskop | İletken ve kılıf boyutlarının gerçek zamanlı izlenmesi; tolerans dışı sinyal kaybını önler |
| Kalkan Sürekliliği / Topraklama | Kalkan süreklilik test cihazı, topraklama direnci ölçer | Korumanın bütünlüğünü ve topraklama direncinin Cat6A‑Cat8 özelliklerini karşıladığını doğrular |
| Sinyal Bütünlüğü (Ekleme Kaybı, Dönüş Kaybı) | Ağ analizörü, Zaman Etki Alanı Reflektometresi (TDR) | Yüksek hızlı iletim (≥10Gbps) için ekleme kaybını ve geri dönüş kaybını değerlendirir |
| Otomatik Hat İçi Test Sistemi | Entegre test platformu (dayanım, boyutsal ve optik testleri birleştiren) | "Ürettikçe test et" seçeneğini etkinleştirir; ≥%99,8 ilk geçiş verimine ulaşır |
| Görünüm ve İşaretleme Denetimi | Yapay görme denetim sistemi, kodlayıcı doğrulama cihazı | Ambalaj etiketlerini, renkleri ve yüzey kusurlarını otomatik olarak algılayarak insan hatasını azaltır |
Temel Test Ekipmanları ve Kablo Performansı Güvencesi
1. Yalıtım Direnci Test Cihazı
Yalıtım direnci, kablo güvenliğinin birincil göstergesidir. HC2672 ve Keithley 6517B gibi yaygın olarak kullanılan cihazlar, birkaç MΩ'dan binlerce MΩ'a kadar bir test aralığıyla her bir iletken ile koruyucu katman ve yüksek gerilim altındaki toprak arasındaki yalıtım direncini hızlı bir şekilde ölçebilir. Üretim hattında, izolasyon direnci test cihazları genellikle otomatik yükleme ve boşaltma cihazlarıyla birlikte kullanılarak çevrimiçi gerçek zamanlı izleme elde edilir ve her ürün grubunun GB50150-2016 gibi ulusal standartlara uygun olduğundan emin olunur.
2. Kablo Sürekliliği ve Kısa Devre Test Cihazı
4'ü 1 arada veya 5'i 1 arada LAN Kablo Test Cihazları (Lucktek LK-468s ve Amprobe LAN-1 gibi) tek işlemde süreklilik, açık devre, kısa devre, bükümlü çift ve koruyucu katman testlerini gerçekleştirebilir. Bu cihazlar, yüksek hızlı üretim hatlarında hızlı numune alma muayenesine uygun LED göstergeler ve sesli ve görsel alarmlarla donatılmıştır. Her kablo çiftinin kablolamasının doğruluğunu saniyeler içinde belirleyebilirler ve kablolama hatalarından kaynaklanan yeniden çalışma maliyetlerini önemli ölçüde azaltırlar.
3. Yüksek Frekanslı Ağ Analizörü: Cat6, Cat7 ve Cat8 gibi yüksek hızlı veri kablolarının iletim özelliklerinin (giriş kaybı, geri dönüş kaybı, yakın uç karışma ve uzak uç karışma gibi) doğrulanması gerekir. Fluke ve World of Test gibi markaların ağ analizörleri, kablonun TIA/EIA-568-B standardının performans gereksinimlerini karşıladığından emin olmak için 250MHz'in üzerinde tam bant tarama gerçekleştirebilir.
4. Mekanik Performans Test Ekipmanı: Bu, çekme test makinelerini, bükülme ömrü test makinelerini ve yangına dayanıklılık ve yağa dayanıklılık için çevresel test odalarını içerir. Bunlar, kılıf malzemesinin aşınma direncini, sıcaklık direncini ve alev geciktirme derecesini doğrulamak için kullanılır ve kablonun zorlu çalışma koşulları altında mekanik bütünlüğünü korumasını sağlar.
5. Entegre Test Sistemi: Zhangjiagang Dachen Machinery Manufacturing Co., Ltd., tam otomatik üretim hattını PLC kontrollü test istasyonlarıyla donatarak kapalı bir "test-kayıt-geri bildirim" döngüsü elde etti. Test verileri gerçek zamanlı olarak MES sistemine yüklenerek kalite mühendislerinin trend analizi ve erken uyarı yapmasına olanak tanınarak hammadde girişinden bitmiş ürün çıkışına kadar tamamen izlenebilir bir sistem oluşturulur.
LAN Kablo Üretim Hattının tipik düzeni nedir ve montaj hattı operasyonu nasıl uygulanır?
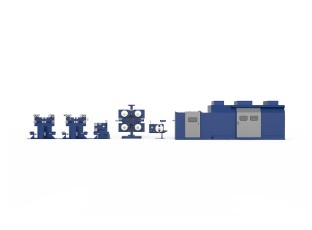
1. Doğrusal Düzen: En yaygın düzen, sürekli, dalsız bir üretim zinciri oluşturan "tel çekme → yalıtım → büküm → kılıflama → paketleme” sırasına göre her süreci düz bir çizgide düzenler. Bu düzen, malzemelerin tek yönlü akışını en üst düzeye çıkarır, geri akışı ve çapraz girişimi önler ve genel ekipman kullanımını iyileştirir.
2. Modüler İş İstasyonu Tasarımı: Her önemli süreç, ekipmanı, kontrol kabinlerini, algılama cihazlarını ve güvenlik korumasını içeren bağımsız bir modüler iş istasyonuna bölünmüştür. Modüler tasarım, kılıf ekstrüzyonundan sonra yüksek hızlı bir renk ayırma makinesinin veya ambalajlamadan önce otomatik bir sayma makinesinin eklenmesi gibi gelecekteki genişletme veya modifikasyonları kolaylaştırır. Modüller, konveyör bantları veya makaralar aracılığıyla eşzamanlı olarak taşınarak tüm iş istasyonlarında tutarlı çevrim süreleri sağlanır.
3. Hat Dengeleme ve Çevrim Süresi Senkronizasyonu: Her iş istasyonunun işlem süresi istatistiksel olarak analiz edilerek minimum ortak çevrim süresi hesaplanır ve karşılık gelen cihaz veya tampon ünitesi sayısı bu çevrim süresine göre yapılandırılır. Araştırmalar, hat dengeleme yönteminin benimsenmesiyle üretim hattının boşta kalma süresinin 109 saniyeden 30 saniyenin altına düşürülebileceğini ve toplam kapasitenin yaklaşık %15 oranında artırılabileceğini gösteriyor. Dachen Machinery'nin üretim hattında, yüksek hat hızlarında çevrim süresi gereksinimlerini karşılamak için iç ve dış kılıf bölümlerinin her birinde paralel çalışan ikili makineler bulunmaktadır.
4. Otomatik Lojistik ve Malzeme Taşıma Sistemi Üretim hattının tamamı otomatik bir besleme sistemi (bakır tel bobinler, yalıtım kutuları ve masterbatch kapları dahil) ve bir boşaltma taşıma sistemi (bitmiş ürün bobinleri ve paketleme kutuları dahil) ile donatılmıştır. Besleme sistemi, otomatik bobin konumlandırmayı, gerilim ayarını ve bobin değişimini sağlamak için PLC görüş tanımayı kullanır; boşaltma sistemi, otomatik sayma, tasnif etme ve paletleme yoluyla bitmiş ürünün hızlı bir şekilde çıkışa işlenmesini sağlar. Lojistik sisteminin kapalı devre kontrolü, üretim hattında kesintisiz malzeme akışını sağlayarak manuel taşıma süresini en aza indirir.
5. İnsan-Makine İşbirliği ve Güvenliğin Korunması Yüksek derecede otomatikleştirilmiş olmasına rağmen, kilit düğümler hala manuel izleme ve bakım erişimine sahiptir. Her iş istasyonu, ISO 14120 güvenlik standartlarına uygun acil durdurma düğmesi, ışık perdesi güvenlik koruması ve güvenlik kapıları ile donatılmıştır. Operatörler iş istasyonu durumunu, algılama verilerini ve erken uyarı bilgilerini dokunmatik ekran aracılığıyla gerçek zamanlı olarak görüntüleyebilir, bu da insan-makine işbirliği yoluyla esnek üretime olanak tanır.



